


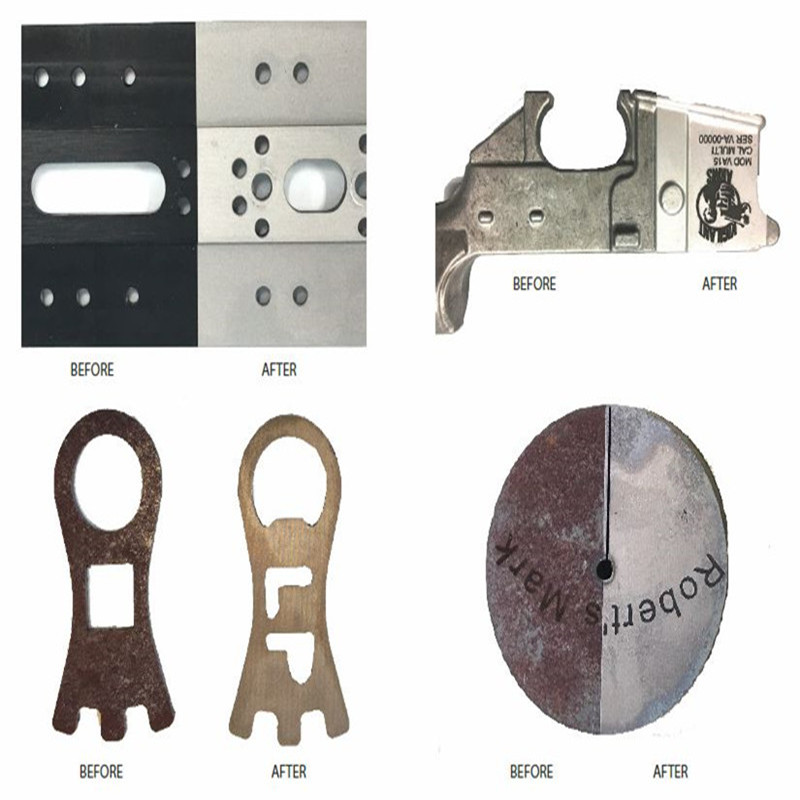



Traditionell industriell rengöring har en mängd olika rengöringsmetoder, varav de flesta är rengöring med kemiska medel och mekaniska metoder. Men fiberlaserrengöring har egenskaper som slipfri, kontaktfri, icke-termisk effekt och är lämplig för olika material. Det anses vara den nuvarande pålitliga och effektiva lösningen.
Den speciella högpresterande pulslasern för laserrengöring har hög genomsnittlig effekt (200-2000 W), hög enstaka pulsenergi, fyrkantig eller rund homogeniserad punktutmatning, bekväm användning och underhåll, etc. Den används inom ytbehandling av formar, biltillverkning, varvsindustrin, petrokemisk industri, etc. Idealiskt val för industriella tillämpningar som tillverkning av gummidäck. Lasrar kan ge höghastighetsrengöring och ytbehandling i praktiskt taget alla industrier. Den underhållsfria, lättautomatiserade processen kan användas för att ta bort olja och fett, ta bort färg eller beläggningar, eller modifiera ytstrukturen, till exempel genom att lägga till ojämnheter för att öka vidhäftningen.
Carmanhaas erbjuder professionella laserrengöringssystem. Vanligt förekommande optiska lösningar: laserstrålen skannar arbetsytan genom galvanometern
systemet och skanningslinsen för att rengöra hela arbetsytan. Speciella energilaserkällor används ofta för rengöring av metallytor, men kan även användas för rengöring av icke-metalliska ytor.
Optiska komponenter inkluderar huvudsakligen kollimeringsmodul eller strålexpander, galvanometersystem och F-THETA-skanningslins. Kollimeringsmodulen omvandlar den divergerande laserstrålen till en parallell stråle (vilket minskar divergensvinkeln), galvanometersystemet åstadkommer strålavböjning och skanning, och F-Theta-skanningslinsen uppnår enhetlig strålskanningsfokus.
1. Hög enstaka pulsenergi, hög toppeffekt;
2. Hög strålkvalitet, hög ljusstyrka och homogeniserad utgångspunkt;
3. Hög stabil utdata, bättre konsistens;
4. Lägre pulsbredd, vilket minskar värmeackumuleringseffekten under rengöring;
5. Inga slipande material används, utan problem med separation och bortskaffande av föroreningar;
6. Inga lösningsmedel används - kemikaliefri och miljövänlig process;
7. Rumsligt selektiv – rengör endast det område som behövs, vilket sparar tid och kostnader genom att ignorera regioner som inte spelar någon roll;
8. Kontaktfri process försämras aldrig i kvalitet;
9. Lättautomatiserad process som kan sänka driftskostnaderna genom att eliminera arbetskraft samtidigt som den ger större konsekvens i resultaten.
| Delbeskrivning | Brännvidd (mm) | Skanningsfält (mm) | Arbetsavstånd (mm) | Galvo-öppning (mm) | Driva |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W medurs |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W medurs |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Obs: *WC betyder skanningsobjektiv med vattenkylningssystem
Laserrengöring erbjuder flera fördelar jämfört med traditionella metoder. Den involverar inga lösningsmedel och det finns inget slipande material som behöver hanteras och kasseras. Jämfört med andra processer som är mindre detaljerade och ofta manuella, är laserrengöring kontrollerbar och kan endast tillämpas på specifika områden av
